My dad found this old Delta sanding machine some years ago.
It was in pretty rough shape. The disc sander's table was missing, the 8" diameter disc had a lot of axial run-out and the belt sander's plastic pulleys were badly out-of-round. I gave up on the disc, I have an adequate disc sander anyway, but I trued up the belt pulleys on the lathe and replaced their bearings. That got the belt sander portion working reasonably well, and gave me an introduction to what a 1" x 42" belt sander/grinder can do. I was impressed. A lot of tool sharpening chores are made much easier. Grinding with the belt is a cooler-running operation than with a grinding wheel, and the table opens up possibilities for creating fixtures to 'de-skill' certain jobs.
However, the three-pulley architecture of the Delta machine leaves a bit to be desired. I've never been entirely happy with the way the belt tracks, and I don't expect the plastic rims of the pulleys to remain true indefinitely. (I'm already getting a bit of 'shimmy' from the belt.) So, when I saw a two-pulley sander/grinder
[1] on offer at Lee Valley for a reasonable price I thought, "Hmmm. That may be the way to go." A bonus was that the Lee Valley machine takes the same size sanding belt as the Delta, so all my spare belts would remain useable
A couple of weeks ago I went to a Lee Valley store, parted with the requisite number of dollars and brought home a box full of assemble-it-yourself sander/grinder. We'll see how this goes.
- - -
The Lee Valley machine is a supply-your-own-motor deal. The motor's shaft diameter must be 1/2", rotation must be CCW as seen shaft-end-on. I have a spare 1/3 hp motor
[2] that will do nicely. I'll rob the Delta machine of its switch and wiring, and I'll have the motor taken care of.
The machine's base comes with rubber 'feet' attached. The feet are adequate, but they look kind of dinky to me. I have some taller, more substantial feet that I'll install in their place.
- - -
With that done, assembly of the machine is straightforward. (An adequate if unimpressive 'manual' comes with it.) I gave it a trial run, and the belt's tracking is good but not perfect. Here's a view of the drive pulley.
The belt wants to track slightly off to the left. To correct that, I'll need to shim up the front end of the motor very slightly -- easier said than done. I have an idea for a way to build a tracking adjustment into this machine, and I think I'll pursue that and see how it works out. I'll be back with that when I get it done. Meanwhile, it looks like I've got a good replacement here for the old Delta boat anchor.
[3]
- - -
Update --
SATURDAY, OCTOBER 27, 2012
I've prepared the chassis for the tracking adjustability modification I have in mind. Here's a view of that.
That beige steel rectangle will shim up the front end of the motor. The furniture glides will elevate the chassis so there'll be about an inch of clearance underneath it. (I glued inner-tube rubber discs onto the glides with
CA adhesive, so the machine won't 'walk'.)
Two modified 5/16"-18 tee-nuts will be force fitted into those two chamfered 25/64" diameter holes I drilled. (Unmodified tee-nuts are shown down in front.) I could have drilled tap-size holes and threaded the base plate directly, but installing tee-nuts gives me far superior threads.
The idea is to shim up the front of the motor more than is needed, giving the machine an inherent, initial tendency to track the belt too far rightward, Then, by means of short 'jack' screws installed from below, I should be able to slightly elevate the rear of the motor as needed to adjust belt tracking. I would like to have only needed one central tee-nut, but the base of the motor-mount is mostly hollow along its centre, so I had to go with two tee-nuts. Here's a view of the chassis with the tee-nuts and feet installed.
And fully reassembled, It works as I thought it would.
The machine now has on-the-fly adjustable belt tracking. (It's easy to tip the machine rearward for access to the adjustment screws.)
Key to the adjustability is the installation of the rear motor-mount bolts. The front bolts and nuts are fully tightened, of course, but the rear bolts aren't. The rear bolts are
partially tightened against split lock washers, like so.
That provides a sprung downward bias for the rear of the motor mount that the two adjustment screws underneath can operate against to effect the tracking adjustment.
Anyway, I'm quite pleased with that outcome -- it's a worthwhile modification. There's still more to show and tell about this machine, but I'll leave it at that for now.
- - -
The On/Off Switch Fitted --
SUNDAY, NOVEMBER 11, 2012
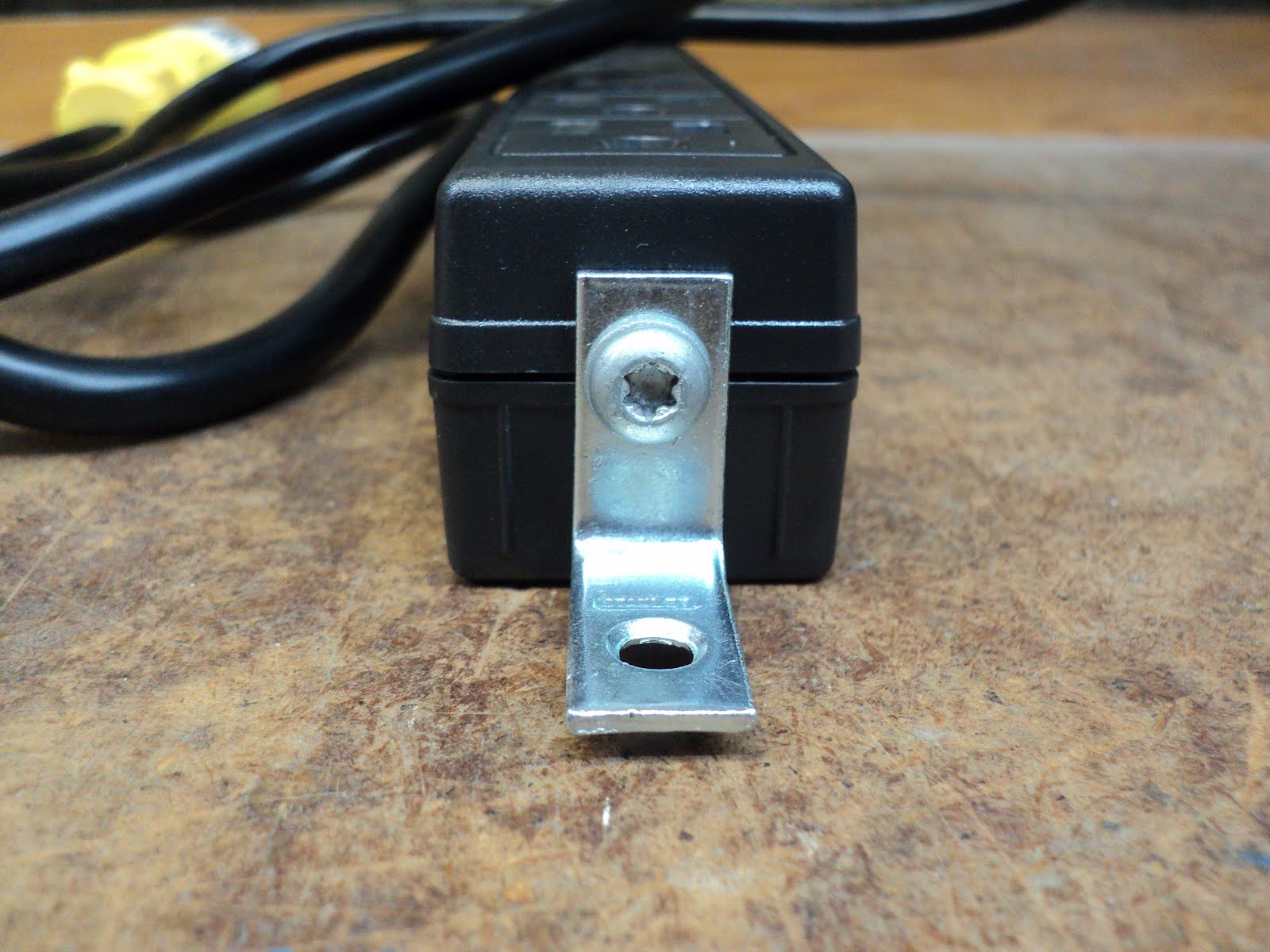
Here's a view of the simple way I adapted the old Delta switchbox to the chassis.
I just fabricated an 'L' bracket from some 1 1/2" wide steel flat stock, and attached it to the chassis at the left rear foot's stud. That's certainly an improvement from having the switchbox just out flopping about on the line cord. Now the machine is a proper, self-contained unit.
- - -
Platen Tracking --
SATURDAY, NOVEMBER 17, 2012
The 'platen' is a flat steel bar that backs up the working portion of the abrasive belt between the two pulleys. The belt tracks a little off to the right with respect to the platen; it ought to track centred on the platen. Here's a view of the flaw.
I could shift the drive pulley leftward on the motor's shaft a bit to correct that, but I'd also have to fiddle with upper pulley's positioning. I'd rather take the easy way and just shim the platen rightward a little by installing two washers where the platen attaches to the chassis.
1/4" flat washers are thicker than what's needed. I have some 3/16" fender washers that are about the right thickness. I'll bore two of those out to 1/4" I.D. and they should do fine.
- - -
And here's a view of the platen re-installed with the two shim washers in place.
That takes care of that.
Tomorrow, I'll have something to show about the upper pulley, and then I can get on with putting this machine to use.
- - -
The Wheel Mount --
SUNDAY, NOVEMBER 18, 2012
Viel's name for the item that supports the upper pulley is 'wheel mount'. Here's a view of it with a slight modification that I made to it.
I wedged a piece of 3/4" thick softwood in between the uprights to make the thing more rigid. Prior to doing that, tightening up the screws on either side at all tended to distort the wheel mount's uprights.
The loose fit of the wheel mount in its tube, along with the screws at either side, provide a bit of pulley alignment adjustment. My machine appears to be happiest with the wheel mount biased fully rightward. Note that pulley alignment is not the same thing as belt tracking. Belt tracking is adjusted by shimming the motor, and must be resolved first, as was done here.
- - -
The Table
The machine's table is well-thought-out and nicely made; it has a huge 'tilt' range, like so.
That's far superior to the table geometry I had on the old Delta machine. I think I'll spend some time sharpening cold chisels.
- - -
That was the easiest sharpening work I've ever done.
(That blade at the right is the plane iron from from a small block plane.)
That was a breeze. It's amazing how coolly the belt grinds; you'd have to be trying to 'burn' a cutting edge with the thing.
Anyway, no regrets about retiring the Delta beast and acquiring this machine. It was money well spent.
- - -
Update --
SUNDAY, MARCH 10, 2013
I've had the use of this machine for a few months now, and I'm delighted with it. It's proving to be one of the most useful pieces of gear in my workshop.
- - -
Addendum --
A Table Tilt-Lock Improvement --
MONDAY, JUNE 10, 2013
I found it a nuisance to have to use two wrenches while making adjustments to the table's angle, so I pinned
[4] the head end of the 1/4"-20 screw, like so.

I also substituted a light split lockwasher for the standard one, and added a flat washer under the nut, over the split lockwasher.
I find the easiest way to make the tilt adjustment is to have the nut loosened just enough that the table is free to pivot, but will stay at whatever angle it's set to. Then, slide the table off for good access to the nut, and tighten the nut. The angle you've set won't be altered at all as you tighten the nut.
[5] Re-install the table, set its distance from the belt, and you're away.
- - -
Notes:
[1] The machine is made in Rivière-du-Loup, Quebec by
Viel Tools. Viel's on-line price is a little less than Lee Valley's, but Lee Valley has a store that's handy to me, so I wouldn't save anything by having one shipped to me from from Quebec.
[2] Lee Valley calls for a minimum 1/8 hp motor. 1/4 hp would be ideal. 1/3 hp is more than what's needed, but it's what I have on hand and idle, so I'll put it to work here. The Delta motor's shaft diameter is 5/8", so it's unsuitable for the new sander/grinder.
[3] I'm always inclined to think, with respect to workshop machinery, that 'the more massive, the better'. That line of thought is not fallacious, but it's not infallible; the belt sander/grinders seen here are illustrative.
The old Delta machine is a
massive, heavy piece of gear. The Viel machine is a fraction of the Delta machine's mass/weight, yet the Viel machine does the job at least as well if not better. There's a lot to be said for 'minimalism' sometimes.
[4] A 3/32" x 5/8"
roll pin would work. I used a 5/8" long steel dowel pin that I happen to have a supply of. The pin is 0.092" diameter -- just shy of 3/32". I drilled through 5/64", followed by No. 43 (0.0890"), followed by No. 42 (0.0935"). That gave me a light interference fit for the pin.
The reason that worked out as it did is because of a peculiarity of twist drills. Twist drills are not reamers. When an existing hole is enlarged by the next size up of drill, the resulting hole is likely to be a bit undersize. That characteristic can occasionally be exploited to good effect, as I was able to do here.
Since I drilled all the way through, I'll be able to punch out the pin should I ever have reason to dismantle the thing again.
[5]
Warning --
WEDNESDAY, OCTOBER 16, 2013
What I just said there is not necessarily true, I've since discovered. It's helpful to oil the washer arrangement, but that's no guarantee that table angle won't shift on you as you tighten the nut. A better way to deal with table angle adjustment may be to tighten the nut to where the table remains hand-adjustable with some difficulty. At that tightness, the table's angle is unlikely to be altered by normal use forces.
# # #
# # #